Aerogel-based fire barrier materials engineered for battery pack-level thermal isolation and passive fire containment — supporting safer EV and energy storage battery architectures with thin, high-temperature-resistant, integration-friendly thermal barriers.
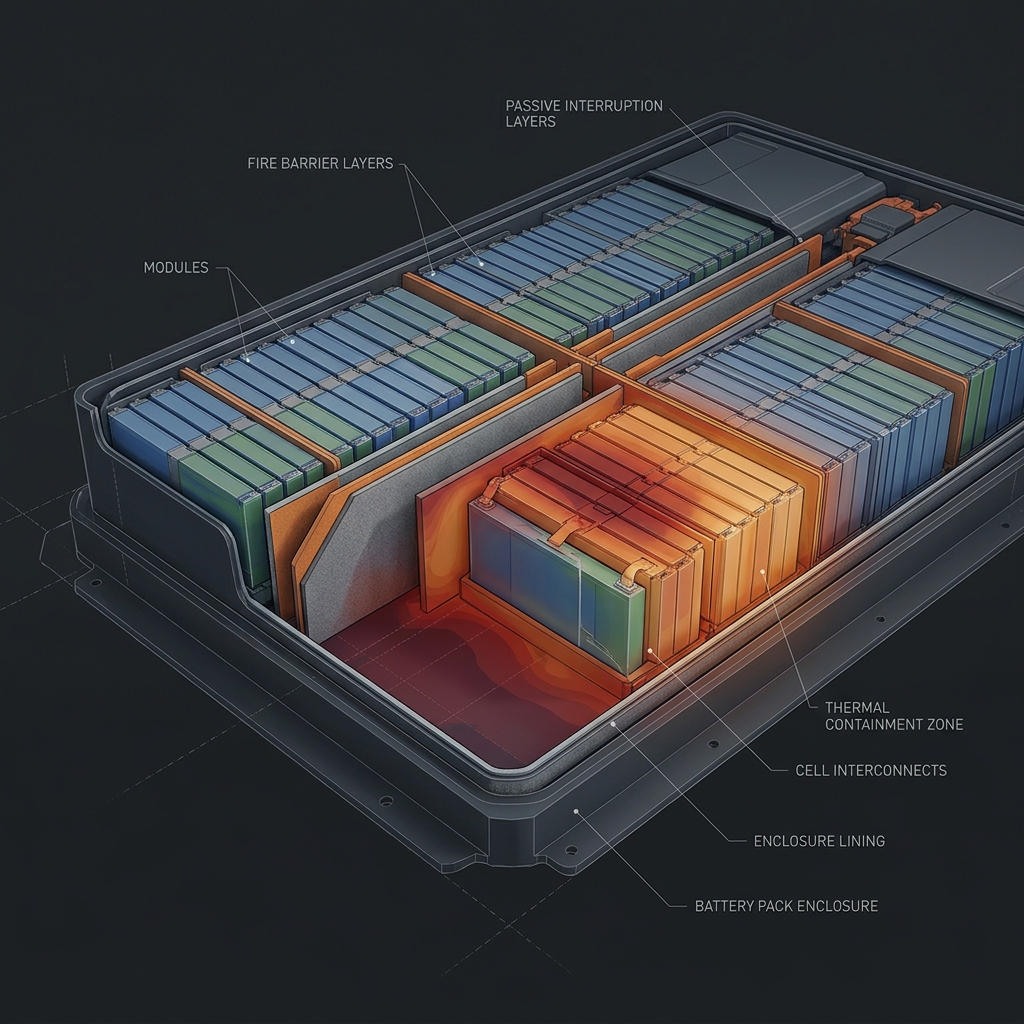
Battery pack safety is not only about individual cells. When a localized thermal failure is not contained, it can escalate from module to module — transforming a single-cell incident into a full pack-level fire event.
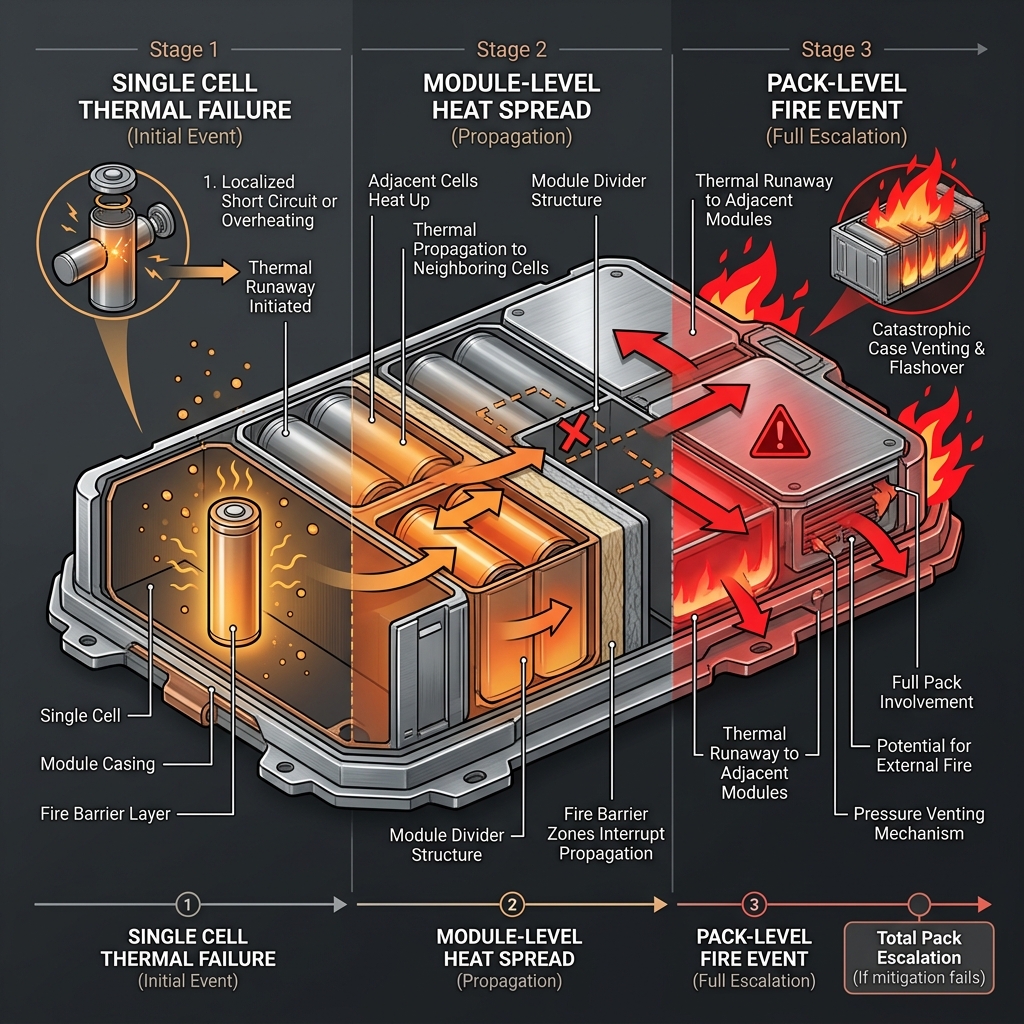
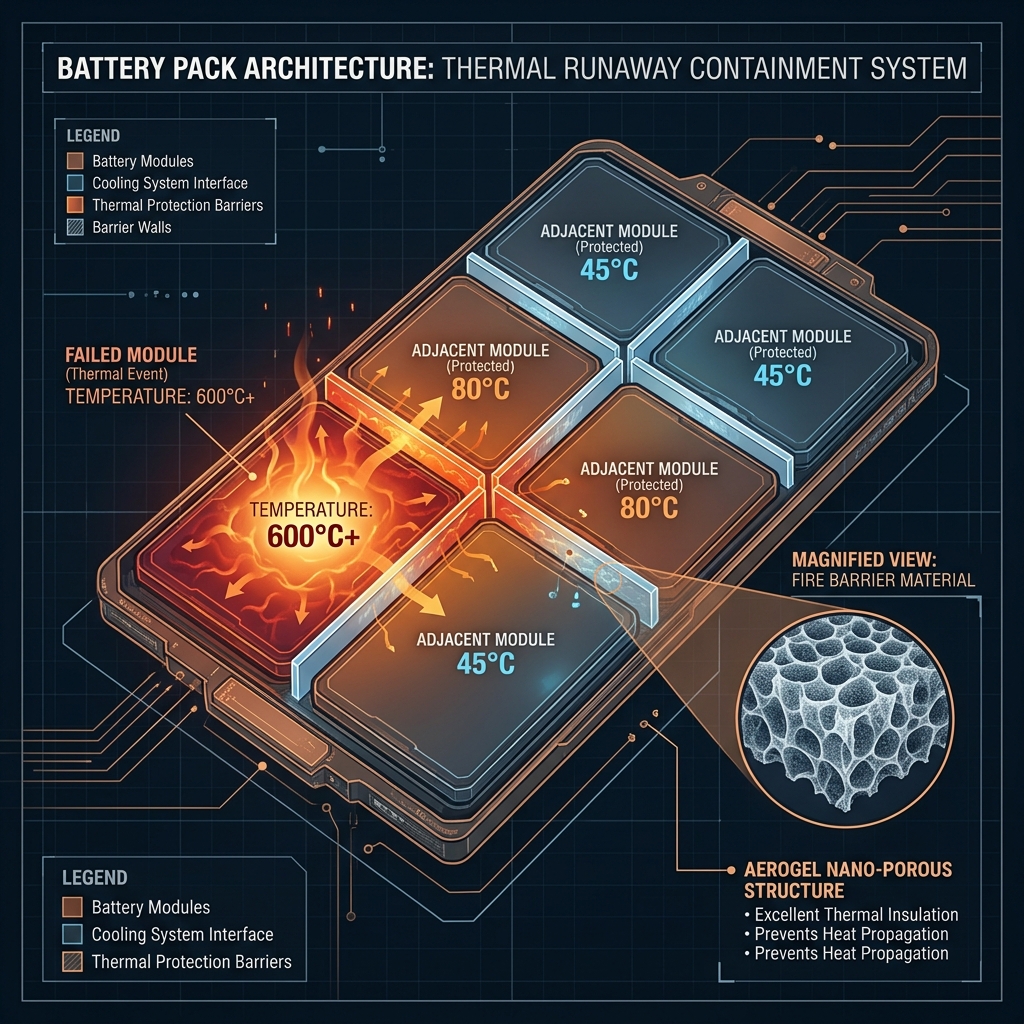
A single cell or cell group within a module experiences thermal runaway — releasing extreme heat, flammable gases, and potentially molten material. The failure is initially contained within one module zone.
Without adequate fire barriers between modules, radiated and conducted heat crosses module boundaries. Adjacent modules begin approaching critical temperature thresholds within minutes.
Multiple modules enter simultaneous thermal failure — creating an uncontrollable pack-level fire with explosive venting, structural damage, and direct threat to vehicle cabin, passengers, and first responders.
Li-ion batteries contain liquid electrolyte that can ignite past the critical 170°C threshold — generating its own oxygen and creating self-sustaining combustion. Fire barriers must protect not only between cells and modules but also on cabin-facing upper surfaces to shield passengers from heat and flame.
A fire barrier in a battery pack is not a simple insulation layer. It's a critical passive safety element that must perform multiple functions simultaneously — under extreme thermal conditions, within tightly constrained spaces.
Prevent thermal energy from a failing module from reaching adjacent modules or critical pack components — creating a thermal boundary that interrupts the propagation pathway.
Buy evacuation time by slowing heat transfer across module boundaries — giving safety systems, occupant warning, and first responders additional critical minutes.
Enable modular pack designs where each compartment can be thermally isolated — limiting the scope of any single failure event to the smallest possible zone.
Thick fire barriers consume packaging space needed for cells, cooling, and structural elements. The barrier must be thin enough to integrate without compromising energy density.
Unlike active safety systems, passive barriers require no power, no electronics, and no maintenance. They work when everything else fails — zero points of failure.
Battery pack architecture is one of the most space-constrained engineering environments in automotive and energy storage design. Fire protection cannot come at the expense of energy density, cooling efficiency, or structural integrity.
Every millimeter consumed by fire barrier material is a millimeter taken from cell count, cooling channels, or structural reinforcement. Thin barriers preserve design freedom.
In a multi-module pack, heavy fire barrier materials between every module create significant mass penalty — directly reducing vehicle range and energy system efficiency.
The barrier must maintain structural and thermal integrity at extreme temperatures. A thin barrier that fails under heat is worse than no barrier at all.
Conventional fire barrier materials absorb moisture over time, losing 50%+ of thermal efficiency. In sealed battery pack environments, this degradation is invisible but dangerous.
Not a generic insulation product repositioned for batteries. A precision-engineered aerogel material platform designed from the molecular level for pack-level passive fire isolation in compact, high-performance battery architectures.
Designed to create thermal boundaries between battery modules and pack compartments — working without power, electronics, or active systems. The barrier performs when everything else is compromised.
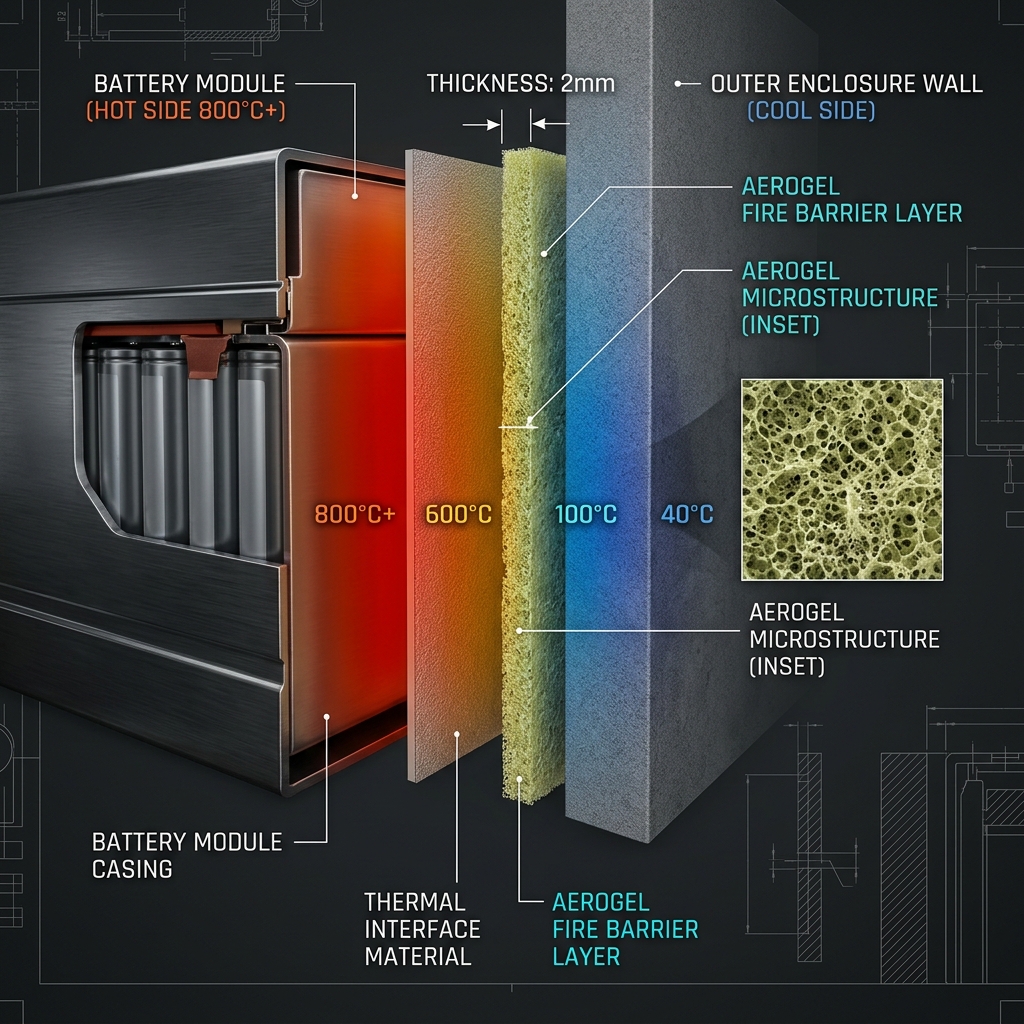
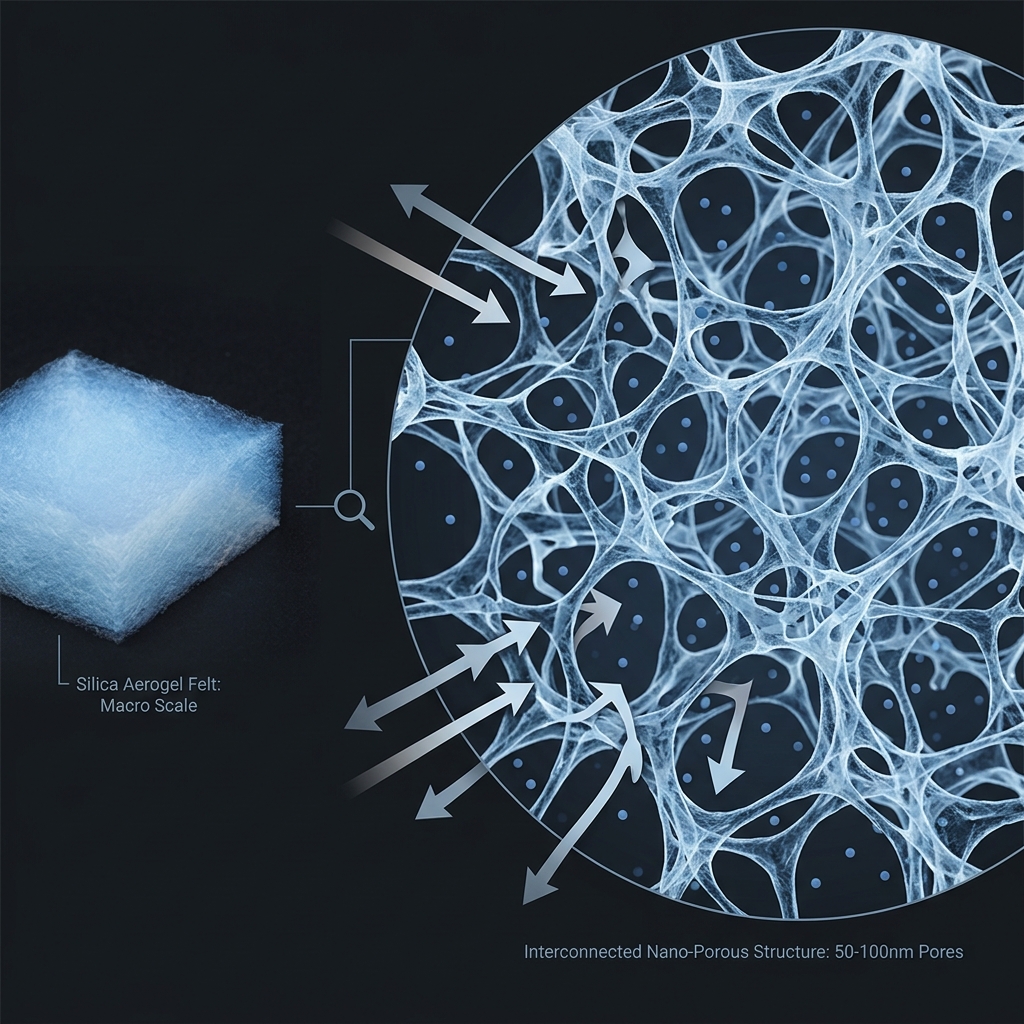
Nano-porous silica architecture achieves thermal conductivity as low as 0.012 W/m·K at the platform level — reducing heat transmission through the barrier to near-minimum physically achievable rates.
Achieves equivalent thermal resistance to 6cm rock wool in approximately 2cm — enabling effective fire barrier placement without consuming critical pack volume needed for cells and cooling.
165° water contact angle ensures the barrier never absorbs moisture — maintaining consistent fire protection performance throughout the battery pack's operational lifetime, even in challenging environments.
Standard felt operates from -200°C to +650°C continuously. Ceramic wool variant extends to 1300°C — covering worst-case thermal runaway scenarios including direct flame impingement.
Available as flexible felt sheets, precision granules, composite laminates, and die-cut custom shapes. Designed for co-development with OEM engineering teams to match specific pack geometries.
Levron Aerogel fire barrier materials can be integrated into multiple protection zones within battery pack architecture — each addressing a specific fire propagation pathway and thermal containment requirement.
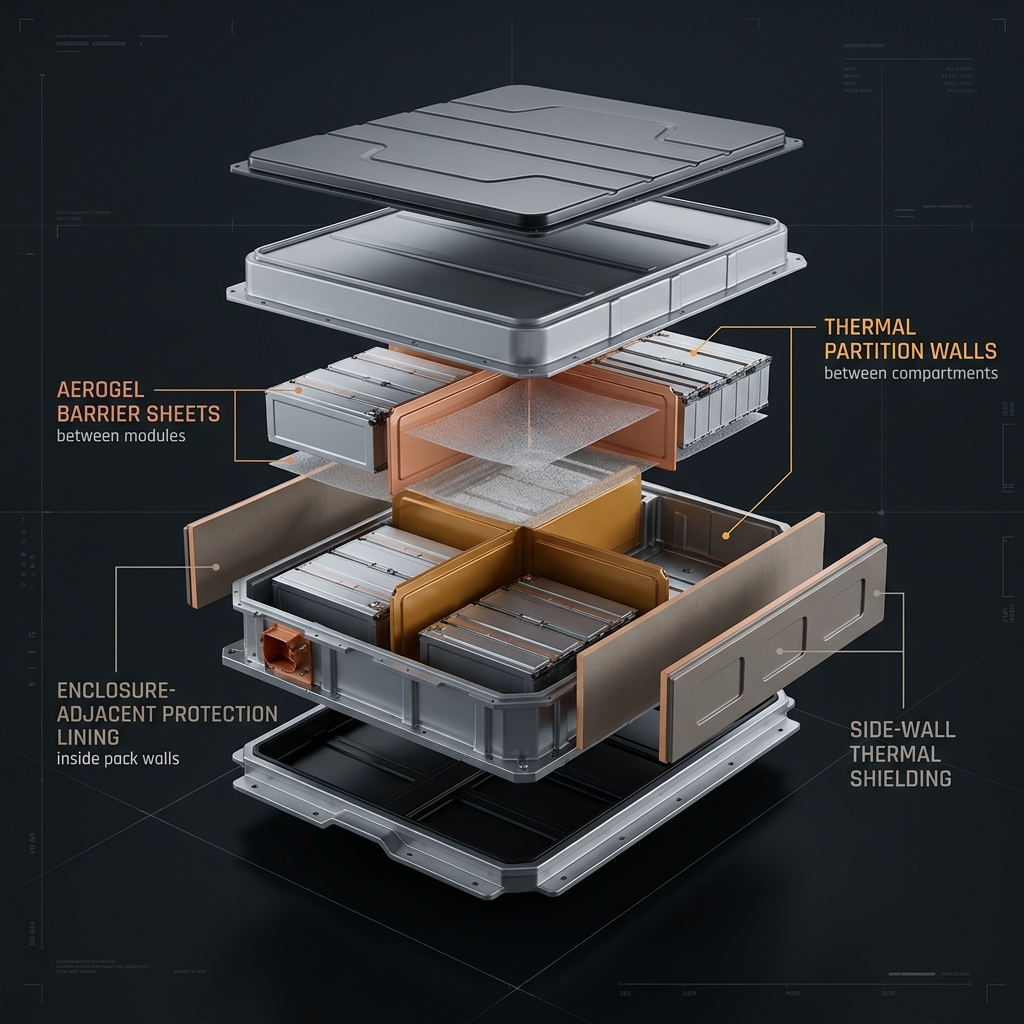
Thin aerogel felt sheets placed between battery modules to interrupt direct thermal conduction and radiant heat transfer. The primary line of defense against fire propagation between adjacent modules.
Thicker barrier configurations integrated into structural partition walls between major pack compartments. Designed to fully isolate thermal events within one compartment from spreading to adjacent zones.
Thermal barrier lining applied to the inner surfaces of the battery enclosure — providing the final passive defense layer between the battery system and the vehicle structure or external environment.
Targeted barrier placement around high-risk areas — electrical connections, bus bar routing, cooling system penetrations, and venting pathways where heat concentration is most likely during a failure event.
Every parameter represents measured performance from Levron Aerogel testing — providing the technical basis for fire barrier material evaluation and pack design integration.
A1 classification confirms that the material does not contribute to fire load. In battery pack fire barrier applications, this means the barrier itself cannot become fuel for the fire it's designed to contain.
Among the lowest thermal conductivities of any commercially available solid material. Applied felt configuration: approximately 0.022–0.024 W/m·K.
Standard glass wool-reinforced configuration. Ceramic wool variant extends to 1300°C for extreme thermal scenarios.
Superhydrophobic behavior maintained under mechanical stress. Active hydrophobicity up to 650°C operating temperature.
Ultra-high air content creates one of the lightest fire barrier materials available — minimizing mass penalty in multi-module pack designs.
Sufficient structural integrity for inter-module compression environments within battery packs and enclosure assemblies.
High specific heat contributes to thermal energy absorption — the barrier doesn't just block heat, it absorbs energy during rapid thermal excursion events.
No performance degradation observed over extended service periods. No bacteria growth, no mold, zero maintenance required.
A structured evaluation of fire barrier material properties across key performance parameters relevant to battery pack protection — helping engineers make informed material selection decisions.
| Parameter | Rock Wool | Glass Wool | Intumescent Mats | Levron Aerogel |
|---|---|---|---|---|
| Thermal Conductivity | 0.035–0.045 W/m·K | 0.032–0.044 W/m·K | Variable (0.05+) | 0.012–0.016 W/m·K |
| Thickness for Equal R | 6 cm | 5–6 cm | Varies (expansion) | ~2 cm |
| Fire Resistance | A1 (bulky) | A1/A2 (bulky) | Reactive (single use) | A1 (compact) |
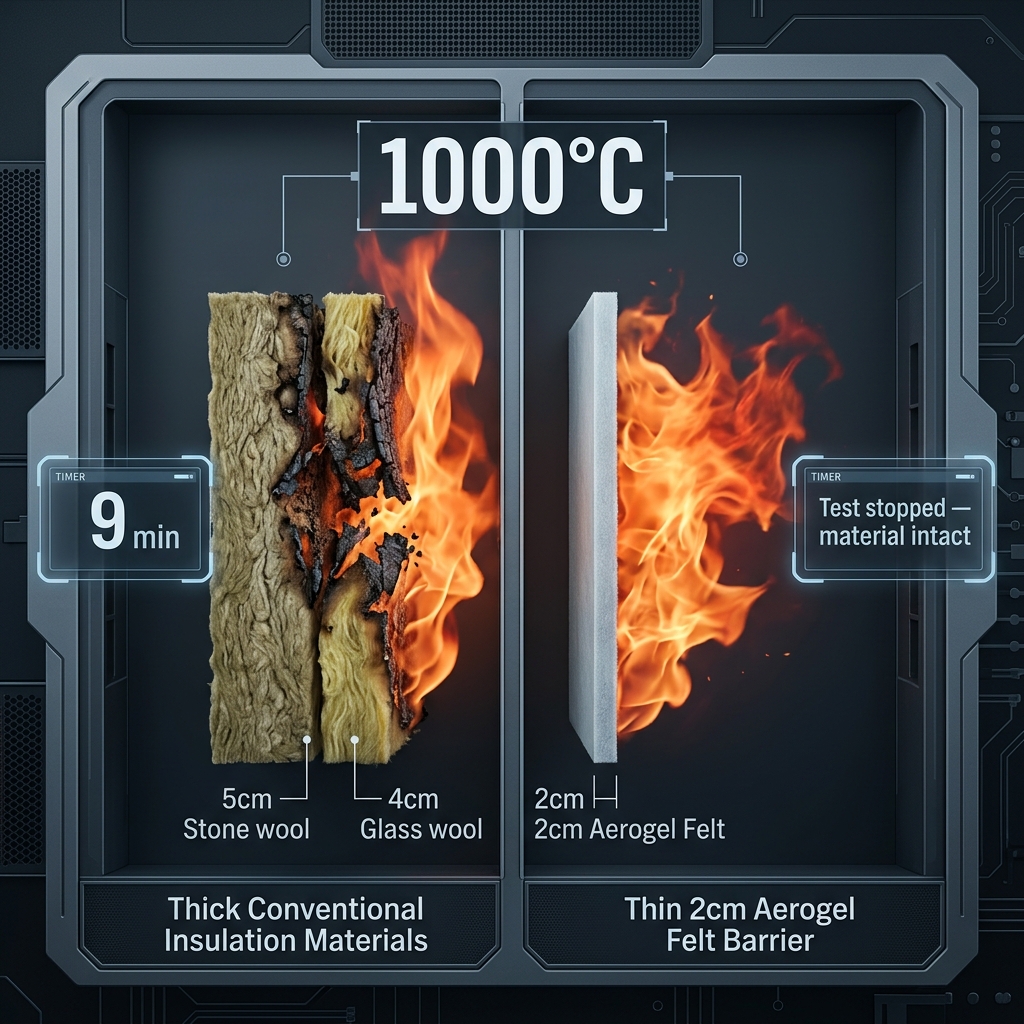
| 1000°C Flame Test | 5cm fails at 9 min | 4cm fails at 9 min | Variable | 2cm — test stopped |
| Moisture Impact | Absorbs water | Absorbs water | Moisture sensitive | 165° superhydrophobic |
| Weight Impact | High (dense fiber) | Moderate | Moderate (pre-expand) | Ultra-low (>90% air) |
| Pack Integration | Bulky, difficult | Bulky, fragile | Single-use activation | Flexible, die-cuttable |
| Service Life | 10–15 years | 10–15 years | Single event | 20+ years |
Values represent Levron Aerogel internal testing and published material data. Comparison values are representative ranges for conventional material classes. Actual fire barrier performance depends on specific configurations, integration design, and test conditions.
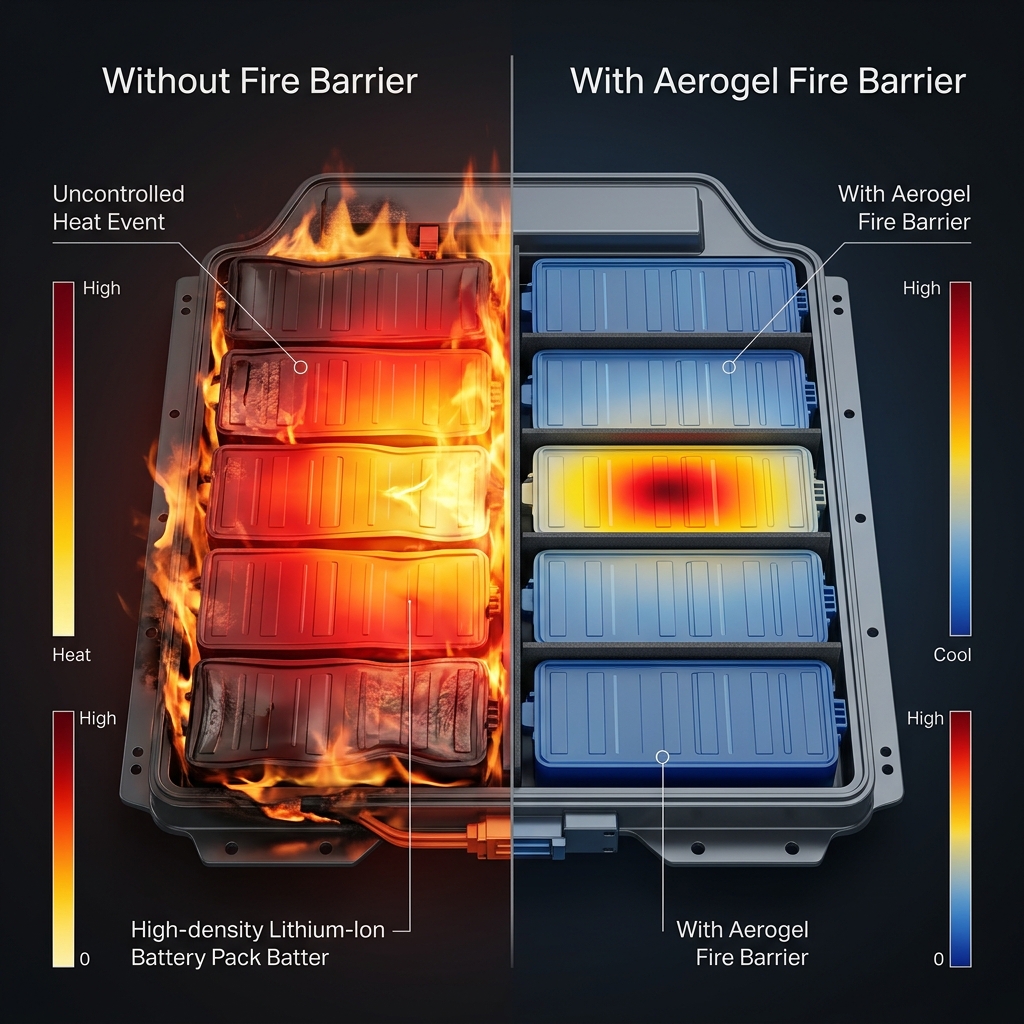
In a controlled laboratory test at 1000°C: a combined stack of 5cm rock wool + 4cm glass wool (9cm total) failed within 9 minutes. A single 2cm layer of Levron Aerogel Felt withstood continuous flame exposure — the test was stopped voluntarily with the material still intact and structurally sound.
Unlike rock wool and glass wool — which absorb moisture over time, losing 50%+ of their thermal efficiency — Levron Aerogel's 165° superhydrophobic surface completely rejects water. The barrier delivers the same fire protection on day one and year twenty.
No performance degradation. No bacteria growth. No mold. No maintenance required. The material maintains fire resistance, hydrophobic behavior, and structural integrity for 20+ years — matching or exceeding the expected battery pack service life.
A1 fire classification confirms the material does not contribute to fire load. In a fire barrier application, this is critical — the barrier itself must never become additional fuel during a thermal event.
The fire barrier performance of Levron Aerogel is not achieved by adding more material — it's engineered into the fundamental molecular architecture of the silica network.
A three-dimensional silica network with pore sizes of 50–100 nm — smaller than the mean free path of air molecules. This physically constrains gas-phase heat transfer, creating a thermal barrier more effective per millimeter than any conventional fiber-based material.
Conduction is limited by the tortuous, minimized solid path. Convection is eliminated by molecular-scale air confinement. Radiation is scattered within the pore network. Unlike conventional materials that address one or two mechanisms, aerogel addresses all three simultaneously.
The material is overwhelmingly composed of trapped air — one of the lightest solid structures known. For battery pack fire barriers, this means effective protection with minimal mass penalty — critical in multi-module configurations where every gram scales.
Chemical modification creates superhydrophobic behavior (165° contact angle) that persists up to 650°C. Unlike conventional fire barriers that degrade when exposed to humidity, aerogel-based barriers maintain full fire protection integrity regardless of environmental conditions.
7 years of dedicated R&D, 4,000 m² of integrated production capacity, and multi-aerogel chemistry expertise make Levron Aerogel a credible long-term partner for battery pack fire barrier development.
From thousands of laboratory experiments to industrial-scale production. Deep aerogel chemistry knowledge spanning silica, polymer, metal oxide, carbon, and cellulose aerogel systems — with fire barrier performance as a core development priority.
Complete production infrastructure — from raw material processing through Sol-Gel synthesis to final product formation. Not outsourced supply chain — vertically integrated manufacturing with quality control at every stage.
Aerogel felt (flexible fire barriers), aerogel granules (particle-based fill solutions), and composite configurations — with custom thicknesses, die-cut shapes, and multilayer laminates available through engineering collaboration.
Application-specific fire barrier solutions designed in collaboration with OEM engineers, pack developers, and system integrators. From initial material evaluation to pilot production and scaled supply.
A structured evaluation pathway designed for battery pack engineers and procurement teams who need confidence in material performance before committing to integration.
Share your fire barrier requirements, pack geometry, and thermal constraints. Our materials engineering team evaluates application fit and recommends initial configurations.
Receive fire barrier material samples in relevant formats and thicknesses. Conduct your own fire, thermal, and mechanical testing using your internal protocols and standards.
Collaborate on pack-specific barrier configurations — custom thicknesses, die-cut shapes, composite laminates, adhesive integration, and packaging specifications matched to your assembly process.
Small-batch manufacturing run to validate production consistency, quality parameters, and supply chain logistics — before scaling to full production volume.
Volume production from our integrated 4,000 m² facility — with fire barrier quality control, lead time commitments, and ongoing engineering support.
Access technical documentation, fire barrier material data, and educational resources to support your fire protection evaluation process.
Full fire barrier specifications: thermal conductivity, temperature range, fire classification, mechanical properties, and dimensional options.
Download PDF →Particle-based fire barrier fill material: particle size, thermal conductivity, surface area, and application guidance for cavity-fill configurations.
Download PDF →Environmental and safety specifications. Levron Aerogel is non-toxic, eco-safe, and human-friendly — compliant with workplace safety requirements.
Download MSDS →Receive physical samples of fire barrier-grade Levron Aerogel Felt and Granules for hands-on evaluation and internal fire testing.
Request Samples →Detailed benchmarking of aerogel-based fire barriers versus conventional protection materials across key performance parameters.
Request Guide →Book a one-on-one session with our fire barrier engineering team to discuss your specific battery pack protection requirements.
Schedule Call →Intumescent materials are reactive — they expand when heated, providing single-use fire protection during a thermal event. Levron Aerogel fire barriers are passive and persistent — they provide continuous thermal isolation throughout the battery pack's lifetime, don't require activation, and maintain protection independently of any event trigger. Additionally, aerogel barriers provide ongoing thermal management benefits even during normal operation.
Levron Aerogel Felt can be produced in thicknesses starting from approximately 1–2mm for thin inter-module applications. The appropriate thickness depends on the thermal load, barrier performance requirements, and pack architecture. Our engineering team works with clients to determine optimal configurations through testing and simulation support.
Yes. Levron Aerogel Felt is flexible and can be precision die-cut to match specific module shapes, including complex geometries with cutouts for connectors, bus bars, and cooling system interfaces. Custom shapes are developed through engineering collaboration during the pilot phase.
A1 classification means the material is non-combustible — it does not contribute to fire load and cannot sustain or spread flame. In a battery pack fire barrier application, this ensures the barrier itself never becomes additional fuel during a thermal runaway event, maintaining its protective function even under extreme conditions.
Unlike conventional fire barrier materials that lose 50%+ of thermal efficiency when moisture-saturated, Levron Aerogel's 165° superhydrophobic surface completely rejects water. The material cannot absorb moisture, ensuring fire resistance performance remains identical whether the environment is dry or humid — critical for sealed battery pack applications.
Yes. Beyond fire protection, the barrier's ultra-low thermal conductivity provides ongoing thermal management benefits — helping reduce cross-module thermal coupling during normal operation, improving thermal uniformity, and supporting more efficient active cooling system design.
Standard material samples can typically be provided quickly. Custom-format development and pilot-scale production typically require engineering consultation to define specifications. We work to align our timelines with customer development schedules. Contact our team for project-specific lead times.
Choose the pathway that matches your evaluation stage. Our team supports battery pack engineers, procurement professionals, OEM integrators, and strategic partners.
Discuss fire barrier design, material selection, and integration concepts with our materials engineering team.
Talk to an EngineerRequest pricing, lead times, MOQs, and volume capabilities for fire barrier material supply.
Request QuoteStart a focused fire barrier evaluation — from material sampling through pack-specific co-development.
Start a PilotExplore our technology platform, market positioning, and growth trajectory for long-term partnership.
Partnership Inquiry